
全國(guó)咨詢熱線
全國(guó)咨詢熱線

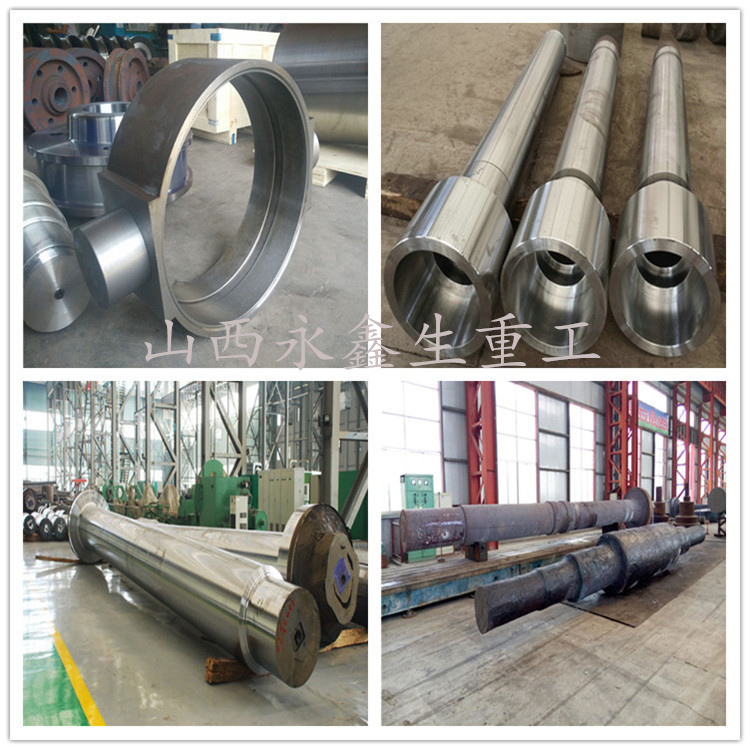
主軸鍛件是水力發(fā)電站設(shè)備中的重要鍛件,對(duì)于質(zhì)量要求十分嚴(yán)格,能否避免鍛造過(guò)程中出現(xiàn)問(wèn)題直接關(guān)系到其質(zhì)量的好壞,本文根據(jù)實(shí)際生產(chǎn)經(jīng)驗(yàn),針對(duì)鍛造過(guò)裎中端面凹心的出現(xiàn)進(jìn)行細(xì)致分析,優(yōu)化了鍛造工藝。
1.主軸鍛件形狀特點(diǎn)
主軸鍛件形狀特點(diǎn):水口端部法蘭直徑超大,中間部分直徑小,直徑落差大,水口端一圓直徑大、長(zhǎng)度小。
2.優(yōu)化前鍛造工藝
原有鍛造工藝變形過(guò)程為:壓鉗口,切水口棄料→第一次鐓粗、KD拔長(zhǎng)→第二次鐓粗、KD拔長(zhǎng)→拔長(zhǎng)下料精整出成品。鍛造過(guò)程中存在弊端為:拔長(zhǎng)下料火次,水口端一圓下料時(shí),端面凹心嚴(yán)重,導(dǎo)致水口端一圓去凹心后長(zhǎng)度不足,需要重新從大圓下料拔長(zhǎng),造成原材料浪費(fèi),鋼錠有效利用率降低。另外,成品鍛造火次增加。

3.原因分析
(1)成品法蘭直徑較大,第二次鐓粗時(shí),受坯料高徑比限制,KD拔長(zhǎng)時(shí)壓下量較小,坯料水口端面沒(méi)有形成有效鼓肚,端面較平,拔長(zhǎng)下料時(shí),水口端一圓壓下量和相對(duì)進(jìn)給量都較小,壓力不能傳遞到心部,使得水口端面形成凹心。
(2)工藝未對(duì)拔長(zhǎng)下料所用的型砧進(jìn)行明確規(guī)定,我廠150MN水壓機(jī)通常使用的上平砧寬度有1200mm和850mm兩種,出成品火次變形量大,他用1200mm寬型砧拔長(zhǎng)速度快,加劇了端面凹心的形成。
(3)出成品火次變形量大、時(shí)間長(zhǎng),當(dāng)坯料溫度接近鍛造溫度區(qū)間下限時(shí),為了防止坯料開(kāi)裂,會(huì)減小壓下量,此時(shí)拔長(zhǎng)下料也會(huì)加劇端面凹心的形成。
4.工藝優(yōu)化
針對(duì)上述問(wèn)題我們對(duì)鍛造工藝進(jìn)行了優(yōu)化,優(yōu)化后工藝為:
壓鉗口,切水口→專用鐓機(jī)蓋板鐓粗、1200mm上平下V拔長(zhǎng)、冒口端下料→850mm上平下V拔長(zhǎng)下料出成品。
(1)設(shè)計(jì)專用鐓粗蓋板,新蓋板屮心帶孔,與坯料接觸面為圓弧過(guò)渡,坯料鐓粗時(shí)與蓋板接觸面呈較大鼓肚狀,有效避免坯料端面后續(xù)拔長(zhǎng)出現(xiàn)凹心現(xiàn)象。
(2)第二次鐓粗后直接利用1200mm上平下V形砧拔長(zhǎng),并將冒口端下料拔長(zhǎng)至合適尺寸,保證成品火次冒口端小法蘭有足夠變形量即可,避免出成品火次變形量大、下料料溫低出現(xiàn)端面凹心,保證出成品在一火次鍛造完成。
(3)出成品火次選用850mm上平下V形砧拔長(zhǎng)下料,水口端下料長(zhǎng)度在滿足h/D≥0.3(h為下料長(zhǎng)度,D為坯料直徑)和h/L≥2/3,(h為下料長(zhǎng)度,L為錘頭寬度)條件下,選用相對(duì)較窄的850mm上平下V形砧,相對(duì)進(jìn)給量增加,保證水口端不出現(xiàn)明顯凹心前提下,水口端下料長(zhǎng)度比原先減少約300mm。
5.結(jié)語(yǔ)
(1)工藝優(yōu)化前,出成品一般需要2~3火次完成,工藝優(yōu)化后,出成品能在一火次全部完成,節(jié)約生產(chǎn)成本,鍛件表面質(zhì)量顯著提高。
(2)鋼錠利用率提升,工藝優(yōu)化前,鋼錠采用187t錠型,鋼錠利用率為59.9%,優(yōu)化后采用181t錠型,鋼錠利用率為61.0%,每個(gè)鍛件節(jié)約鋼錠重大6t。
(3)本次工藝優(yōu)化為后續(xù)端面法蘭直徑較大鍛件的生產(chǎn)提供了寶貴經(jīng)驗(yàn)。
楊先生

微信二維碼
微信號(hào):13283506666
